Припои и способы паяния различных материалов
Свинцово-оловянные припои (ПОС)
Применение свинцово-оловянных припоев только тогда может дать хорошие результаты, когда работающий правильно представляет процесс паяния и знает основные правила работы.
В зависимости от назначения спаиваемых деталей или изделий швы пайки подразделяются на:
прочные швы (должны выдерживать механические нагрузки);
плотные швы (не должны пропускать жидкостей или газов, находящихся под слабым давлением);
прочные и плотные швы (должны выдерживать давление жидкостей и газов, находящихся под большим давлением).
Припой в процессе паяния в результате смачивания образует с поверхностью спаиваемой детали зону промежуточного сплава, причем качество паяния в таком случае при наличии чистых металлических поверхностей будет зависеть от скорости растворения данного металла в припое: чем скорость растворения больше, тем качество пайки лучше. Иначе говоря, качество паяния зависит от скорости диффузии.
Увеличению степени диффузии способствуют:
наличие чистых металлических поверхностей спаиваемых деталей. При окисленной поверхности степень диффузии припоя значительно уменьшается или полностью отсутствует;
предотвращение окисления расплавленного припоя в процессе пайки, для чего применяются соответствующие паяльные флюсы;
паяние при температуре, близкой к температуре плавления Спаиваемой детали;
медленное охлаждение после паяния (в горячем песке, горячих углях).
Замечено, что при спаивании деталей, покрытых гальваническим путем другими металлами, шов не получается такой прочности, как при спаивании чистых металлов или сплавов. Это наблюдается при всех гальванических покрытиях (никелем, хромом, оловом, кадмием). Наоборот, пайка по горячему лужению оловом или оловянно-свинцовыми сплавами дает всегда более прочное соединение, чем по чистому металлу. Этот пример подтверждает влияние степени диффузии на прочность шва при паянии.
Лужение - процесс покрытия металлических поверхностей оловом или специальным сплавом на оловянной основе (полудой).
Припой - металл или сплав, который служит для соединения в расплавленном состоянии, в промежутке (шве) между деталями, поэтому припой должен иметь более низкую температуру плавления, чем соединяемые металлы.
По своему составу припои разделяются на несколько групп, из которых Наиболее важная - оловянносвинцовые припои.
Составы припоев
Часто в связи с отсутствием сведений о припоях у работающего всегда имеется тенденция применять припои с высоким содержанием олова, хотя совсем не всегда в этом имеется необходимость. Правильность выбора припоя может быть гарантирована только тогда, когда известны его свойства.
В табл. 4 указаны составы наиболее известных оловянно-свинцовых припоев.
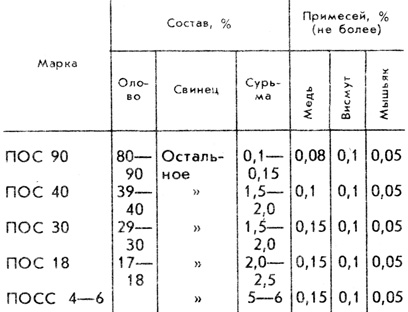
Таблица 4. Составы оловянносвинцовых припоев
Назначение припоев
ПОС 90 - для паяния внутренних швов пищевой посуды (электрочайники, кастрюли и т. п.); ПОС 40 - паяние латуни, железа и медных проводов; ПОС 30 - паяние латуни, меди, железа, цинковых и оцинкованных листов, белой жести, приборов, радиоаппаратуры, гибких шлангов и бандажной проволоки электромоторов; ПОС 18 - паяние свинца, железа, латуни, меди, оцинкованного железа, лужение дерева перед пайкой, заменитель припоя ПОС 40; ПОСС 4-6 - паяние белой жести, железа, меди, свинца при наличии клепаных замочных швов, заменитель припоя ПОС 30.
Свойства оловянно-свинцовых припоев
В табл. 5 указаны свойства оловянно-свинцовых припоев по сравнению с чистыми металлами - свинцом и оловом. Наиболее важное свойство припоев - сопротивление срезу, так как большинство паяных соединений работает на срез.
Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты.
Припои должны обладать как высоким сопротивлением разрыву, так и максимальной вязкостью. По данным таблицы можно установить взаимозаменяемость высокооловянных и малооловянных припоев. Например, припой ПОС 18 в отношении вязкости несколько лучше припоя ПОС 40, причем незначительно отличается от последнего по прочности. Припой ПОС 50 вполне может быть заменен припоем ПОС 40 и ПОС 30. Знания твердости важны в том отношении, что более твердые припои лучше сопротивляются истиранию, чем мягкие.
Поэтому все преимущества в этом отношении будут за припоем ПОСС 4-6. Остальные припои (ПОС 18, ПОС 30 и ПОС 40) имеют несколько меньшую твердость. Ударная вязкость (сопротивление удару) имеет наибольшее значение для чистого олова, но припой ПОС 40 и ПОС 30 немногим отличается в этом отношении от олова. Поэтому припой ПОС 40 может быть применен в особых случаях, где места спайки подвергаются сильной вибрации. Для обычных условий работы, при небольших вибрациях, применяют припой ПОС 18.
Температура плавления припоя имеет тоже большое значение: от нее зависит выбор метода паяния. Наиболее низкой температурой плавления обладает припой ПОС 62, содержащий 62 % олова. Этот припой применяют в случаях, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов. Возможность применения в таких случаях тройных легкоплавких сплавов, в которых низкая точка плавления достигается добавкой третьего компонента (например, висмута), исключается, в связи с тем что тройные сплавы не обладают такой высокой вязкостью, как двойные сплавы. Припой ПОС 62 теперь применяют мало, так как перегрева при паянии легко избежать, применив припой ПОС 40 очень тонкого сечения, например в виде проволоки диаметром 1-2 мм. Под действием паяльника расплавление тонкой проволоки происходит быстро, вследствие чего уменьшается до минимума время воздействия высокой температуры.
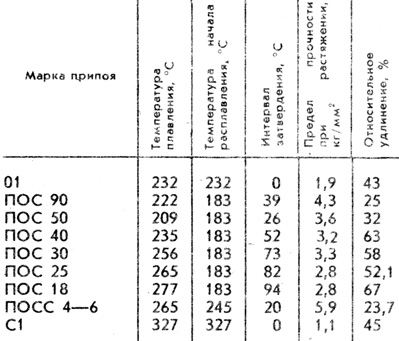
Таблица 5. Свойства оловянно-свинцовых припоев
Практика показала, что припой марки ПОСС 4-6 в отношении прочности спайки равноценен припою марки ПОС 30 для всех материалов, кроме оцинкованного железа и меди. При этом припой марки ПОС 40 в большинстве случаев обладает наибольшей прочностью и в этом отношении превосходит высокооловянный припой марки ПОС 62 и чистое олово. Поэтому для получения наибольшей прочности шва ни в коем случае не следует применять чистое олово.
Припой марки ПОС 18 при паянии встык дает более высокую прочность спайки, чем припой марки ПОС 40. Поэтому припой ПОС 18 применяют, когда температура плавления припоя не имеет решающего значения.
|
ПОИСК:
|

При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://istoriya-foto.ru/ 'Фотоискусство'